 English
English Español
Español
Powder Pumps Manufacturers












The current products mainly involve personal care, cleaning, perfume packaging, pharmaceutical packaging, cosmetics packaging and other fields, and we cooperate with some well-known enterprises in relate..

About
Our company offers a variety of products which can meet your multifarious demands. Since its establishment, we adhere to the management principles of "Stable quality, continuous and reliable product supply, and credit-based" and always do our best to satisfy potential needs of our customers.
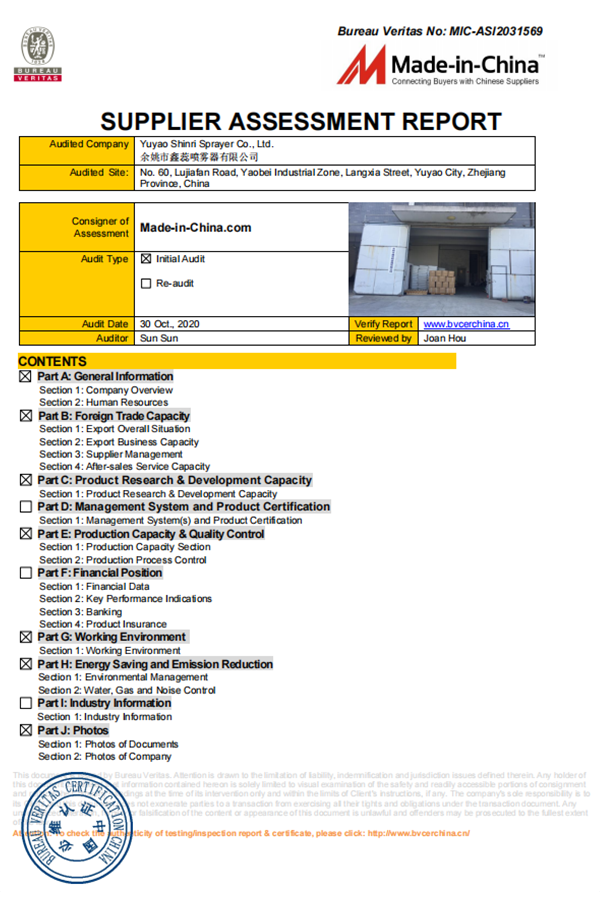
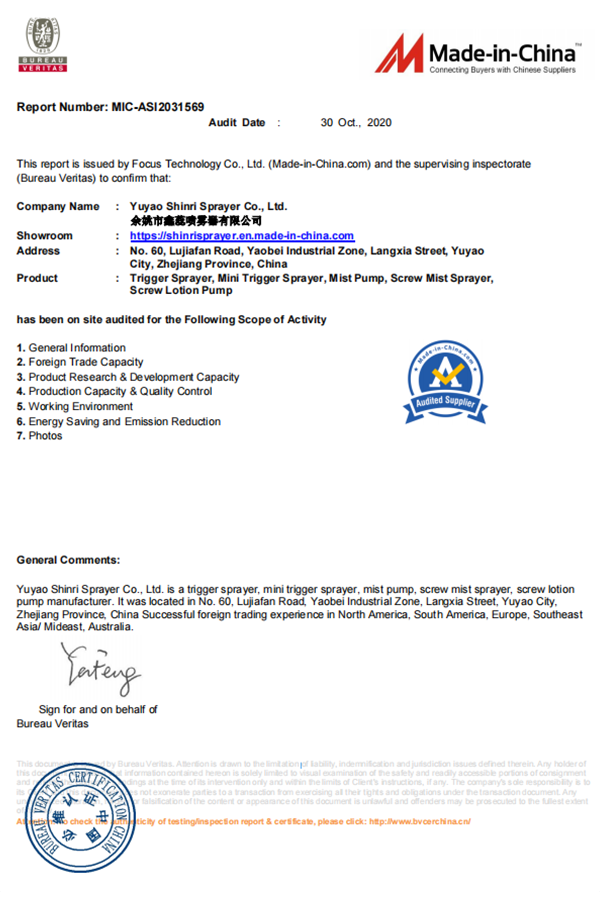
Yuyao Shinri Sprayer Co., Ltd. is leading China ODM Powder Pumps manufacturers, has 16000 square meters of scale, including 10000 square meters of Nozzle Factory (YSR: Yuyao Shinri Sprayer Co. Ltd), 6000 square meters of bottle factory (YS: Zhejiang YiSi Commodities Co., Ltd),with annual output over 100 million pieces of all kinds of products. As a famous wholesale Powder Pumps factory, we devote our efforts to research and develop safe, fashion, environmental and economy products. Creating value for customers is our aim. At present, products are mainly involved in personal care, cleaning, perfume packaging, medical packaging, cosmetics packaging, wholesale Powder Pumps, and other fields, and we are in cooperation with some famous enterprises in the relevant industry.The company also provides customized service, providing customers with "charm" personalized packaging. Relying on advanced professional technology, excellent management personnel, we provide more efficient and high quality service for the customer. The company also provides customized service, providing customers with charming personalized packaging. Relying on advanced professional technology, excellent management personnel, we provide more efficient and high quality service for the customer. At present, the company has a complete set of technology and equipment, such as advanced mold designing, steel mold manufacturing, fully automatic injection molding, and fully automatic assembly and inspection, hot stamping services, etc. The company controls the quality strictly, and has complete testing equipment. "Insist on stable quality, continuous and reliable product supply," is the core of our enterprise culture, and the company all staff with enthusiasm to create high quality products for customers, and to continue to provide competitive products. The company focuses on independent research and development, Track innovative technologies, exploring the feasibility of new materials, new technology applications, through cooperation with relevant domestic institutions. Our company is sincerely willing to cooperate with enterprises from all over the world in order to realize a win-win situation since the trend of economic globalization has developed with an irresistible force.
Professional
We have a strong R&D team, and we can develop and produce products according to the drawings or samples the customers offered.
Quality & Cost
We have two own casting foundries and one CNC machining factory, so we can offer the high quality products with reasonable price directly.




HONOR

Make High Quality, Low Price and Fast Delivery Possible
We have our own factory to produce and sell directly, so the price is cheap.
-
Are There Different Types of Nozzles Available for Trigger Sprayers?
When it comes to trigger sprayers, the variety of nozzle options available plays a crucial role in their versatility an...
-
What are the features and applicable scenarios of Crimp Perfume Liquid Dispenser Mini Sprayer?
As a new type of perfume sprayer design, Crimp Perfume Liquid Dispenser Mini Sprayer has attracted much attention for it...
-
How to clean the inside of a cream jar?
Cleaning the interior of the cream jar requires a few attention and persistence, especially while residues of cream or d...
-
What should I do if the items inside cannot come out when cleaning the cream jar?
If the residue inside the cream jar is tough to dispose of, the following techniques may be tried to thoroughly clean:1....
-
Are cream jars recyclable?
Cream jars are recyclable. Recyclable substances check with garbage that may be recycled and recycled, which includes pa...
-
Are cream jars suitable for traveling?
Cream jars are usually suitable for travel, especially small, lightweight, and compact design cream jars. Here are some ...
Industry Knowledge
Powder pumps, also known as powder transfer pumps or pneumatic conveying pumps, are used to transfer or transport powdered or granular materials in various industries. These pumps are specifically designed to handle and move dry bulk solids such as powders, granules, and other particulate materials.
Powder pumps work on the principle of pneumatic conveying, where the material is transferred through a pipeline using a combination of air or gas pressure and airflow. The pumps create a high-velocity air stream that carries the powder particles along the pipeline, from the source to the destination.
Here are some key features and advantages of powder pumps:
1.Design and Construction: Powder pumps are typically constructed using materials that are suitable for handling abrasive and corrosive powders. They are designed to minimize particle degradation and maintain product integrity during the transfer process.
2.Efficiency: Powder pumps are efficient in transferring powders over long distances and vertical lifts. They can transport materials over hundreds of meters or even several kilometers, depending on the system design.
3.Gentle Handling: These pumps are engineered to minimize product damage and degradation during transfer. They use controlled air velocities and careful design considerations to prevent particle breakage or segregation.
4.Flexibility: Powder pumps can handle a wide range of powdered materials, including chemicals, pharmaceuticals, food products, minerals, and more. They can be adapted to suit different particle sizes, flow rates, and material properties.
5.Hygienic Design: In industries such as food and pharmaceuticals, powder pumps are often designed to meet strict hygiene standards. They can be constructed with sanitary materials and feature easy-to-clean surfaces to prevent contamination and ensure product safety.
6.Automation and Control: Powder pumps can be integrated into automated systems, allowing for precise control over material transfer, flow rates, and process parameters. This enables efficient and reliable operation while minimizing manual intervention.
7.Dust Control: Powder pumps are designed to minimize the release of dust and airborne particles during transfer. Dust collection and filtration systems can be employed to maintain a clean working environment and meet regulatory requirements.
Powder pumps are commonly used in various industries, including pharmaceuticals, food processing, chemical processing, and more. They are designed to handle the transportation of powdered materials, such as powders, granules, and bulk solids. Here's a general guide on how to use powder pumps:
1.Familiarize Yourself with the Pump: Read the instruction manual provided by the manufacturer to understand the specific features, limitations, and maintenance requirements of your powder pump. Familiarize yourself with the different components of the pump, including the inlet and outlet ports, control valves, filters, and any safety mechanisms.
2.Prepare the Pump: Ensure that the pump is clean and free from any previous residues or contaminants. Follow the manufacturer's guidelines for cleaning and maintenance. Check the seals, gaskets, and hoses for any signs of damage or wear. Make sure the pump is properly connected to a power source and any necessary utilities.
3.Prepare the Powder: Depending on the nature of the powder being transported, you may need to take certain precautions. For example, in pharmaceutical or food processing applications, it is important to ensure that the powder is free from contaminants, properly stored, and meets the necessary quality standards. Follow the appropriate handling and safety guidelines for the specific type of powder you are working with.
4.Set Up the Pump: Position the pump in a suitable location where it can be easily accessed and monitored. Connect the inlet and outlet ports of the pump to the corresponding pipes or hoses. Ensure that the connections are secure and leak-free. If necessary, use appropriate fittings or adapters to achieve a proper fit.
5.Adjust the Pump Settings: Depending on the specific requirements of your application, you may need to adjust various settings on the powder pump. These settings can include flow rate, pressure, and any specific controls related to the pump's operation. Consult the manufacturer's instructions or seek guidance from a technical expert if you are unsure about the appropriate settings.
6.Start the Pump: After confirming that all the connections are secure and the settings are properly adjusted, start the pump according to the manufacturer's instructions. Depending on the type of pump, this may involve turning on a motor, activating a pneumatic system, or engaging other power sources. Monitor the pump closely during the initial operation to ensure it is functioning as expected.
7.Monitor and Maintain: Keep an eye on the pump's performance while it is in operation. Monitor the flow rate, pressure, and any other relevant parameters. Regularly inspect the pump for any signs of leakage, unusual noises, or abnormal vibrations. Follow the manufacturer's recommended maintenance schedule to keep the pump in optimal condition.
8.Clean and Shutdown: Once you have finished using the powder pump, clean it thoroughly according to the manufacturer's guidelines. Disconnect the power source and any utilities. Properly store the pump in a suitable location, ensuring it is protected from environmental factors and potential damage.
Powder pumps, also known as powder transfer pumps or pneumatic conveying pumps, are used to transfer or transport powdered or granular materials in various industries. These pumps are specifically designed to handle and move dry bulk solids such as powders, granules, and other particulate materials.
Powder pumps work on the principle of pneumatic conveying, where the material is transferred through a pipeline using a combination of air or gas pressure and airflow. The pumps create a high-velocity air stream that carries the powder particles along the pipeline, from the source to the destination.
Here are some key features and advantages of powder pumps:
1.Design and Construction: Powder pumps are typically constructed using materials that are suitable for handling abrasive and corrosive powders. They are designed to minimize particle degradation and maintain product integrity during the transfer process.
2.Efficiency: Powder pumps are efficient in transferring powders over long distances and vertical lifts. They can transport materials over hundreds of meters or even several kilometers, depending on the system design.
3.Gentle Handling: These pumps are engineered to minimize product damage and degradation during transfer. They use controlled air velocities and careful design considerations to prevent particle breakage or segregation.
4.Flexibility: Powder pumps can handle a wide range of powdered materials, including chemicals, pharmaceuticals, food products, minerals, and more. They can be adapted to suit different particle sizes, flow rates, and material properties.
5.Hygienic Design: In industries such as food and pharmaceuticals, powder pumps are often designed to meet strict hygiene standards. They can be constructed with sanitary materials and feature easy-to-clean surfaces to prevent contamination and ensure product safety.
6.Automation and Control: Powder pumps can be integrated into automated systems, allowing for precise control over material transfer, flow rates, and process parameters. This enables efficient and reliable operation while minimizing manual intervention.
7.Dust Control: Powder pumps are designed to minimize the release of dust and airborne particles during transfer. Dust collection and filtration systems can be employed to maintain a clean working environment and meet regulatory requirements.
Powder pumps are commonly used in various industries, including pharmaceuticals, food processing, chemical processing, and more. They are designed to handle the transportation of powdered materials, such as powders, granules, and bulk solids. Here's a general guide on how to use powder pumps:
1.Familiarize Yourself with the Pump: Read the instruction manual provided by the manufacturer to understand the specific features, limitations, and maintenance requirements of your powder pump. Familiarize yourself with the different components of the pump, including the inlet and outlet ports, control valves, filters, and any safety mechanisms.
2.Prepare the Pump: Ensure that the pump is clean and free from any previous residues or contaminants. Follow the manufacturer's guidelines for cleaning and maintenance. Check the seals, gaskets, and hoses for any signs of damage or wear. Make sure the pump is properly connected to a power source and any necessary utilities.
3.Prepare the Powder: Depending on the nature of the powder being transported, you may need to take certain precautions. For example, in pharmaceutical or food processing applications, it is important to ensure that the powder is free from contaminants, properly stored, and meets the necessary quality standards. Follow the appropriate handling and safety guidelines for the specific type of powder you are working with.
4.Set Up the Pump: Position the pump in a suitable location where it can be easily accessed and monitored. Connect the inlet and outlet ports of the pump to the corresponding pipes or hoses. Ensure that the connections are secure and leak-free. If necessary, use appropriate fittings or adapters to achieve a proper fit.
5.Adjust the Pump Settings: Depending on the specific requirements of your application, you may need to adjust various settings on the powder pump. These settings can include flow rate, pressure, and any specific controls related to the pump's operation. Consult the manufacturer's instructions or seek guidance from a technical expert if you are unsure about the appropriate settings.
6.Start the Pump: After confirming that all the connections are secure and the settings are properly adjusted, start the pump according to the manufacturer's instructions. Depending on the type of pump, this may involve turning on a motor, activating a pneumatic system, or engaging other power sources. Monitor the pump closely during the initial operation to ensure it is functioning as expected.
7.Monitor and Maintain: Keep an eye on the pump's performance while it is in operation. Monitor the flow rate, pressure, and any other relevant parameters. Regularly inspect the pump for any signs of leakage, unusual noises, or abnormal vibrations. Follow the manufacturer's recommended maintenance schedule to keep the pump in optimal condition.
8.Clean and Shutdown: Once you have finished using the powder pump, clean it thoroughly according to the manufacturer's guidelines. Disconnect the power source and any utilities. Properly store the pump in a suitable location, ensuring it is protected from environmental factors and potential damage.
